Hvað er Trochoidal Milling
Endafræsir eru aðallega notaðir til að vinna flugvélar, rifur og flókið yfirborð. Ólíkt beygju, í vinnslu á rifum og flóknu yfirborði þessara hluta, er leiðarhönnun og val á mölun einnig mjög mikilvæg. Eins og almenna aðferðin við rifamölun, getur boga snertihorn samtímis vinnslu náð að hámarki 180°, hitaleiðni er lélegt og hitastigið hækkar verulega við vinnslu. Hins vegar, ef skurðarleiðinni er breytt þannig að fræsarinn snýst á annarri hliðinni og snýst á hinni, minnkar snertihornið og skurðarmagnið á hvern snúning, skurðarkrafturinn og skurðarhitinn minnkar og endingartími verkfæra lengist. . Þannig er hægt að halda skurði áfram í langan tíma, eins og (Mynd 1) er kallað trochoidal fræsing.
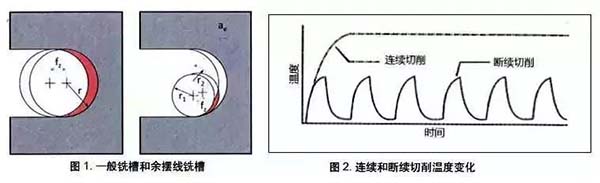
Kosturinn við það er að það dregur úr erfiðleikum við að klippa og tryggir gæði vinnslunnar. Sanngjarnt val á skurðarbreytum getur bætt skilvirkni og dregið úr kostnaði, sérstaklega þegar unnið er úr efnum sem erfitt er að véla eins og hitaþolin málmblöndur og mjög hörð efni, það getur gegnt hlutverki sínu verulega og það hefur mikla þróunarmöguleika, sem getur verið ástæðan fyrir því að iðnaðurinn veitir sífellt meiri athygli og velur trochoidal mölunaraðferðina.
 Tæknilegir kostir
Tæknilegir kostir
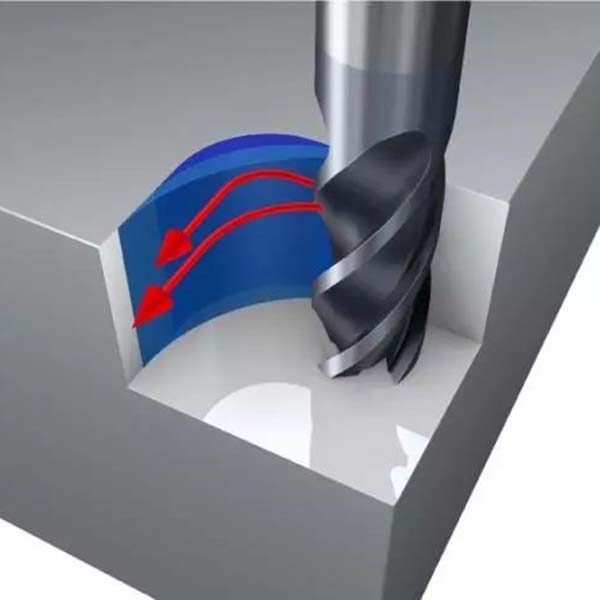
Hringrásin er einnig kölluð trochoid og útbreiddur epicycloid, það er ferill punkts fyrir utan eða innan hringsins sem hreyfist þegar hringurinn á hreyfingu nær fram ákveðna beina línu til að rúlla án þess að renna. Það er líka hægt að kalla það langan (stutt) cycloid. Trochoidal vinnsla er að nota endafræsa með minni þvermál en rifabreiddina til að vinna hálfboga gróp í lítinn hluta af boganum á hliðinni. Það getur unnið úr ýmsum rifum og yfirborðsholum. Á þennan hátt, fræðilega séð, getur endafres unnið gróp og snið af hvaða stærð sem er stærri en hún, og getur einnig unnið röð af vörum á þægilegan hátt.
Með þróun og beitingu tölulegrar tölvustýringartækni er stýranleg mölunarleið, hagræðing á skurðarbreytum og margþættur möguleiki á túkoidal mölun notaður og tekinn í notkun í auknum mæli. Og það hefur verið metið og metið af hlutavinnsluiðnaði eins og geimferðum, flutningabúnaði og verkfæra- og mótaframleiðslu. Sérstaklega í geimferðaiðnaðinum hafa almennt notaðir títan álfelgur og nikkel-undirstaða hitaþolinn álfelgur marga erfiða vinnslueiginleika, þar á meðal:
Hár hitastyrkur og hörku gera það erfitt fyrir skurðarverkfærið að bera eða jafnvel afmyndast;
Hár klippistyrkur gerir blaðið auðvelt að skemma;
Lítil hitaleiðni gerir það að verkum að erfitt er að flytja háan hita til skurðarsvæðisins, þar sem hitastigið fer oft yfir 1000ºC, sem eykur slit á verkfærum;
Við vinnslu er efnið oft soðið við blaðið sem leiðir til uppbyggðrar brúnar. Léleg vélað yfirborðsgæði;
Vinnuherðandi fyrirbæri nikkel-undirstaða hitaþolinna málmblöndur með austenít fylki er alvarlegt;
Karbíð í örbyggingu nikkel-undirstaða hitaþolinna málmblöndur munu valda sliti á tólinu;
Títan málmblöndur hafa mikla efnavirkni og efnahvörf geta einnig aukið skemmdir og svo framvegis.
Þessa erfiðleika er hægt að vinna stöðugt og hnökralaust með hjálp trochoidal fræsunartækni.
Vegna stöðugrar hagræðingar á verkfæraefnum, húðun, rúmfræðilegum formum og mannvirkjum, hröðum framförum snjallra stjórnkerfa, forritunartækni og háhraða, afkastamikilla fjölnota véla, háhraða (HSC) og mikil afköst. (HPC) skurður hefur einnig náð stigi. nýjar hæðir. Háhraðavinnsla fjallar aðallega um að bæta hraða. Háhagkvæm vinnsla ætti ekki aðeins að huga að því að bæta skurðarhraða, heldur einnig að íhuga að draga úr aukatíma, stilla skynsamlega ýmsar skurðarbreytur og skurðarleiðir og framkvæma samsetta vinnslu til að draga úr ferlum, bæta málmfjarlægingarhraða á tímaeiningu og á sama tíma lengja líftíma verkfæra og draga úr kostnaði, íhuga umhverfisvernd.
tæknihorfur
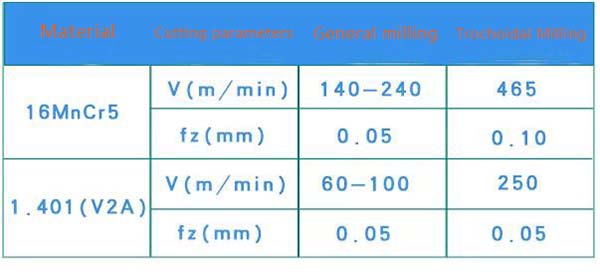
Samkvæmt umsóknargögnum um tróoidal mölun í flugvélum (eins og sýnt er í töflunni hér að neðan), við vinnslu títan álfelgur Ti6242, er hægt að draga úr kostnaði við skurðarverkfæri á rúmmálseiningu um næstum 50%. Vinnustundir geta minnkað um 63%, heildareftirspurn eftir verkfærum getur minnkað um 72% og verkfærakostnaður getur lækkað um 61%. Hægt er að stytta vinnutíma við vinnslu X17CrNi16-2 um 70%. Vegna þessarar góðu reynslu og árangurs hefur háþróaðri trochoidal fræsun verið beitt á fleiri og fleiri sviðum og hún hefur einnig fengið athygli og byrjað að beita á sumum sviðum örnákvæmni vinnslu.
Birtingartími: 22-2-2023


