Rekstrarborð vinnslustöðvarinnar er eitthvað sem sérhver CNC starfsmaður kemst í snertingu við. Við skulum skoða hvað þessir hnappar þýða.

Rauði takkinn er neyðarstöðvunarhnappurinn. Þegar ýtt er á þennan rofa stöðvast vélin, venjulega í neyðartilvikum eða óvæntum aðstæðum.
Xinfa CNC verkfæri hafa einkenni góð gæði og lágt verð. Fyrir frekari upplýsingar, vinsamlegast farðu á:
CNC verkfæraframleiðendur - Kína CNC verkfæraverksmiðja og birgjar (xinfatools.com)

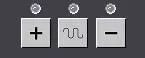
Byrjaðu lengst til vinstri. Grunnmerking hnappanna fjögurra er
1 Sjálfvirk aðgerð forrits vísar til sjálfvirkrar aðgerðar forritsins þegar forritið er unnið. Það er almennt notað til vinnslu. Í þessu ástandi þarf stjórnandinn aðeins að klemma vöruna og ýta síðan á ræsingarhnappinn.
2Hinn annar er forritsbreytingarhnappurinn. Aðallega notað þegar forritum er breytt
3 Sá þriðji er MDI hamur, sem er aðallega notaður til að slá inn stutta kóða handvirkt eins og S600M3
4DNC hamur er aðallega notaður til vinnslu í línu

Þessir fjórir hnappar frá vinstri til hægri eru
1Program núll hnappur, notaður fyrir núllstillingu
2. Hraðbrautarstilling. Ýttu á þennan takka og passaðu samsvarandi ás til að fara hratt.
3. Hægt fóðrun. Ýttu á þennan takka og vélin hreyfist hægt í samræmi við það.
4 handhjólshnappur, ýttu á þennan hnapp til að stjórna handhjólinu

Þessir fjórir hnappar eru frá vinstri til hægri
1 Framkvæmd með einni blokk, ýttu á þennan takka og forritið hættir eftir nokkurn tíma.
2. Skipulagsskipun forrita. Þegar það er / tákn fyrir framan suma dagskrárhluta, ef þú ýtir á þennan takka, verður þetta forrit ekki keyrt.
3. Veldu Stöðva. Þegar M01 er í forritinu, ýttu á þennan takka og kóðinn virkar.
4 handvirkar sýnikennsluleiðbeiningar

1Hnappur til að endurræsa forritið
2. Skipun um læsingu véla. Ýttu á þennan takka og vélin verður læst og hreyfist ekki. fyrir villuleit
3. Þurrhlaup, almennt notað í tengslum við vélalásskipunina fyrir kembiforrit.
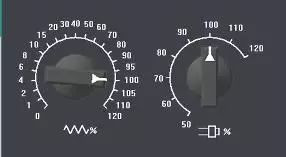
Rofinn til vinstri er notaður til að stilla fóðurhraða. Hægra megin er hnappur til að stilla snúningshraða
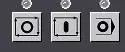
Frá vinstri til hægri eru hringrásarræsingarhnappur, áætlunarhlé og MOO stöðvun kerfis.

Þetta táknar samsvarandi snælda. Almennt eru vélar ekki með 5 eða 6 ása. Hægt að hunsa
Notað til að stjórna hreyfingum vélarinnar. Ýttu á takkann í miðjunni og hann nærist hratt.

Röðin er snúningur snælda áfram, stöðvun snælda og snúningur snælda til baka.


Það er engin þörf á að útskýra tölulega og stafrófsröðina, það er alveg eins og farsíma- og tölvulyklaborð.
POS lykillinn þýðir hnitakerfi. Ýttu á þennan takka til að sjá hlutfallsleg hnit og algild hnit hnitakerfis vélbúnaðar.
ProG er forritalykill. Samsvarandi forritunaraðgerðir þurfa almennt að vera notaðar með því að ýta á þennan takka.
OFFSETTING er notað til að stilla verkfærapunkta í hnitakerfinu.
shift er shift takkinn
CAN er afbókunarlykillinn. Ef þú slærð inn ranga skipun geturðu ýtt á þennan takka til að hætta við hana.
IUPUT er inntakslykillinn. Þessi lykill er nauðsynlegur fyrir almenna gagnainnslátt og færibreytuinnslátt.
SYETEM kerfislykill. Aðallega notað til að skoða stillingar kerfisbreytu
MESSAGE er aðallega upplýsingabeiðni
CUSTOM grafísk færibreytuskipun
ALTEL er skiptilykillinn, sem er notaður til að koma í stað leiðbeininga í forritinu.
Insert er innsetningarleiðbeiningin sem notuð er til að setja inn forritskóða.
eyða er aðallega notað til að eyða kóða
RESET hnappurinn er mjög mikilvægur. Það er aðallega notað til að endurstilla, stöðva forrit og stöðva nokkrar leiðbeiningar.
Hnapparnir hafa í grundvallaratriðum verið útskýrðir og þú þarft að æfa þig meira á staðnum til að kynnast þeim.
Birtingartími: 27. maí 2024


