Mikið eru notaðir fræsar. Skilurðu virkilega uppbyggingu fræsara? Við skulum komast að því í gegnum grein í dag.
1. Helstu geometrísk horn vísitöluhæfra fræsara
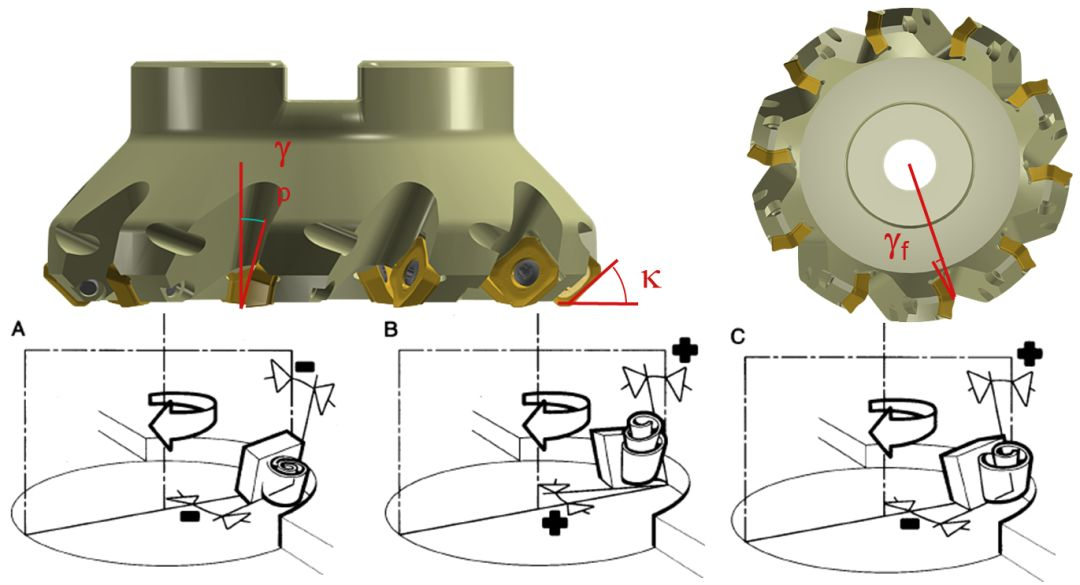
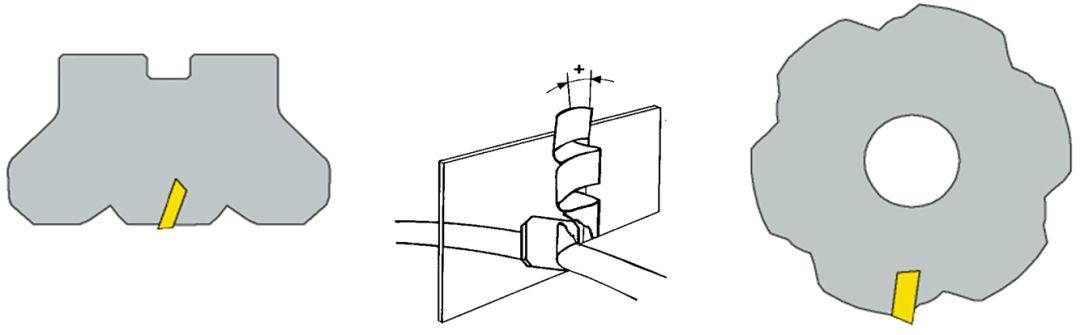
Fresarinn er með leiðandi horn og tvö hrífuhorn, annað er kallað axial hrífunarhorn og hitt kallast geislahorn.
Radial hrífunarhornið γf og axial hrífunarhornið γp. Radial hrífunarhornið γf hefur aðallega áhrif á skurðarkraftinn; axial hrífunarhornið γp hefur áhrif á myndun spóna og stefnu axial kraftsins. Þegar γp er jákvætt gildi fljúga flögurnar í burtu frá vinnsluferlinu. núðla.
Hrífuhorn (snertiflötur hífaflatar)
Neikvætt hrífuhorn: fyrir stál, stálblendi, ryðfríu stáli, steypujárni.
Jákvætt hrífunarhorn: notað í seigfljótandi efni og sumum háhita málmblöndur.
Miðhorn að framan: notað til að þræða, grópa, sniða og móta hnífa.
Notaðu neikvæða hrífuhorn þegar mögulegt er.
2. Rúmfræði fræsunarskera
1. jákvætt horn -jákvætt horn
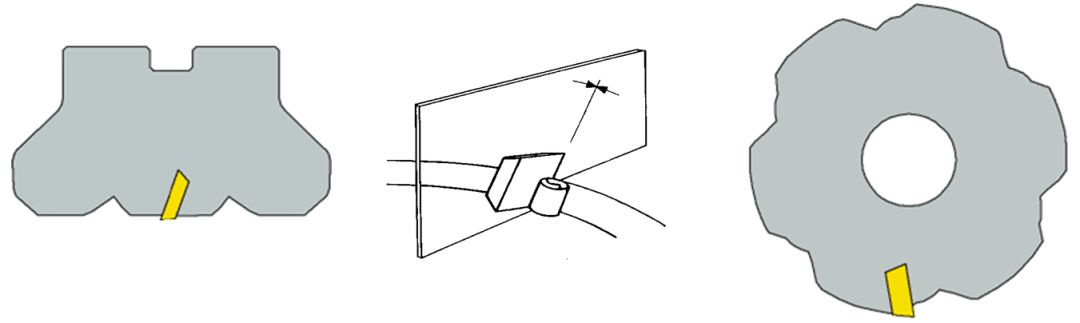
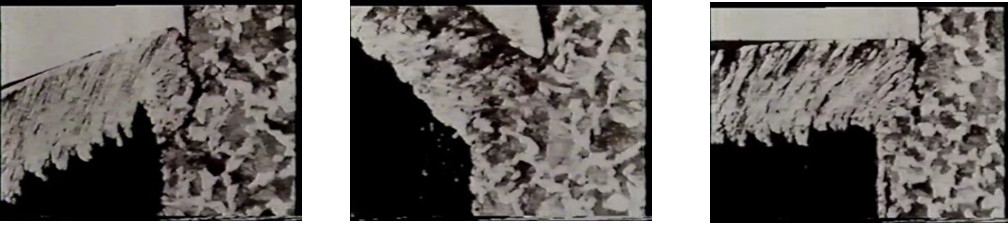
Skurður er léttur og sléttur, en styrkur frambrúnarinnar er lélegur. Hentar til vinnslu á mjúkum efnum og ryðfríu stáli, hitaþolnu stáli, venjulegu stáli og steypujárni o.s.frv. Þetta form ætti að vera ákjósanlegt þegar það eru litlar vélar, ófullnægjandi stífni vinnslukerfisins og uppbyggðar brúnir.
Kostur:
+ sléttur skurður
+ Slétt flísarýming
+ góður yfirborðsgrófleiki
Ókostir:
- Styrkur í fremstu röð
- Ekki til þess fallið að skera samband
- Vinnustykkið er aðskilið frá vélaborðinu
2. Neikvætt horn – Neikvætt horn
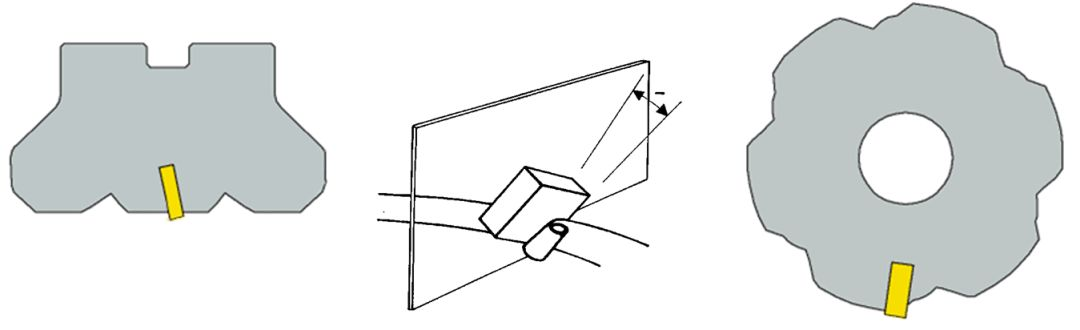
Það hefur sterka höggþol og notar neikvæð blað, hentugur fyrir gróffræsingu á steypu stáli, steypujárni og hár-hörku, hástyrktu stáli.
Hins vegar, mölun eyðir miklum krafti og krefst framúrskarandi stífni vinnslukerfisins.
Kostur:
+ styrkur í fremstu röð
+ Framleiðni
+ Ýttu vinnustykkinu að vélaborðinu
Ókostir:
- Meiri skurðarkraftur
- Flísablokkun
Xinfa CNC verkfæri hafa einkenni góð gæði og lágt verð. Fyrir frekari upplýsingar, vinsamlegast farðu á:
CNC verkfæraframleiðendur - Kína CNC verkfæraverksmiðja og birgjar (xinfatools.com)
3. Jákvætt horn – neikvætt horn
Skurðbrúnin hefur sterka höggþol og er skörp. Hentar til vinnslu á stáli, steypu stáli og steypujárni. Áhrifin eru líka betri þegar malað er með stórum jaðri.
Kostur:
+ Slétt flísarýming
+ hagstæð skurðarkraftur
+ Mikið úrval af forritum
4. Milliskurðarhæð
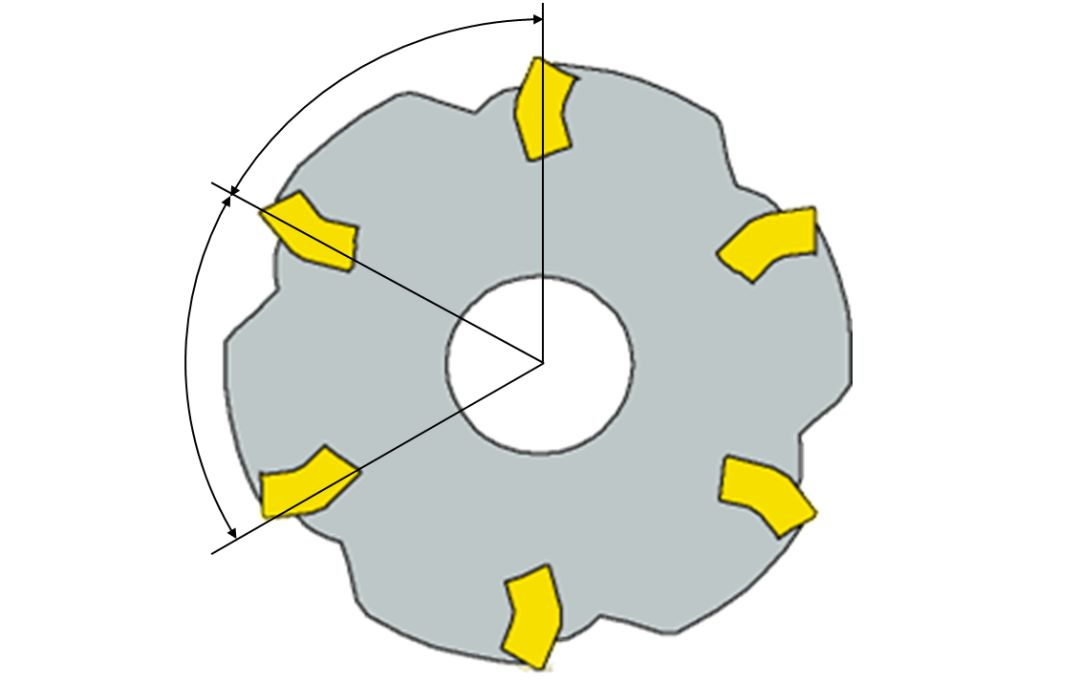
1) Þéttar tennur: háhraðafóðrun, mikill mölunarkraftur, lítið flíspláss.
2) Staðlaðar tennur: hefðbundinn fóðurhraði, mölunarkraftur og spónarými.
3) Grófar tennur: lághraða fóðrun, lítill mölunkraftur, stórt flíspláss.
Ef fræsarinn er ekki útbúinn með sérstöku þurrkuinnskoti fer yfirborðsgrófleiki eftir því hvort fóðrun á hvern snúning fer yfir þurrkuplansbreidd innleggsins.
Dæmi: rauf mölun og útlínur fræsun
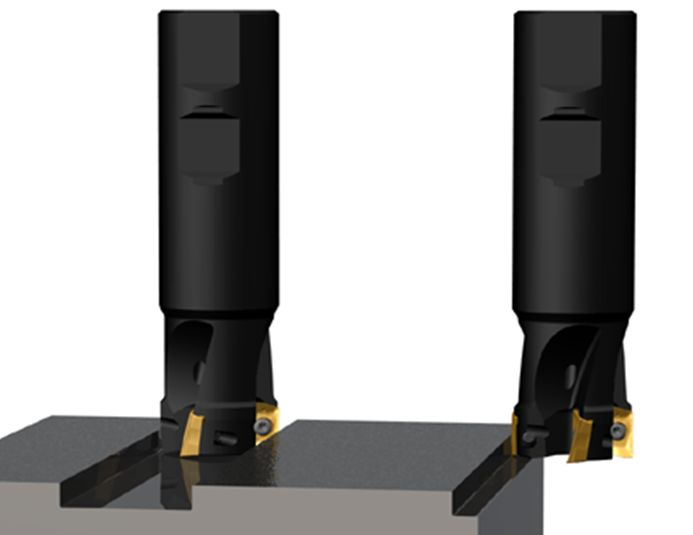
Fjöldi tanna:
•Raflausar eða venjulegar tennur fyrir rifafræsingu (öryggi)
• Þéttar tennur fyrir útlínur fræsun (framleiðni)
Pósttími: Nóv-01-2023


