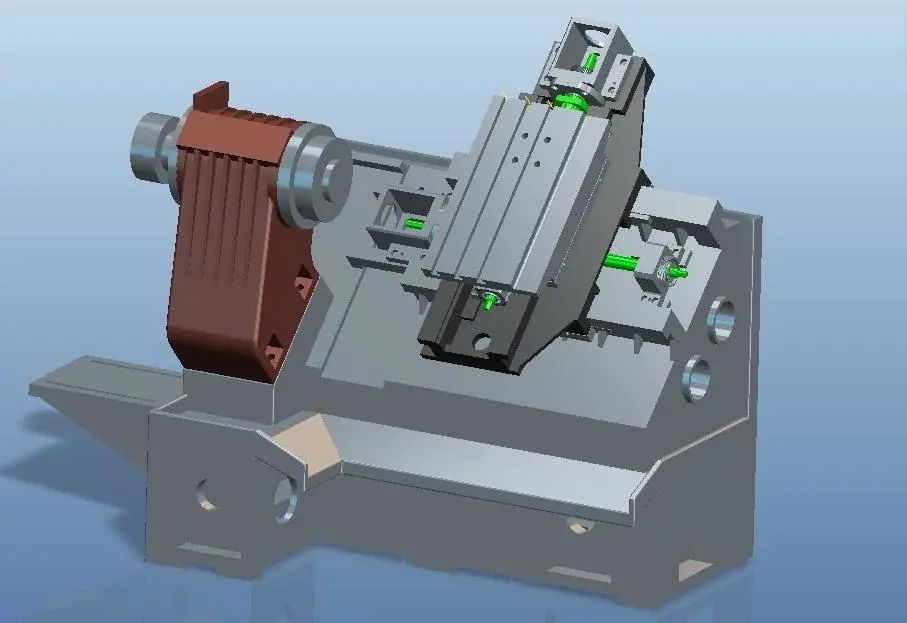
Samanburður á skipulagi véla
Flugvél tveggja leiðarbrauta CNC rennibekksins er samsíða jarðplaninu. Planið á tveimur stýrisbrautum CNC rennibekksins með hallandi rúmi skerast jarðplanið til að mynda hallað plan, með hornin 30°, 45°, 60° og 75°. Séð frá hlið vélarvélarinnar er rúm CNC rennibekksins með flatbekkjum ferhyrnt en rúmið á CNC rennibekknum með hallandi rúmi er í rétthyrndri þríhyrningi. Augljóslega, með sömu stýribrautarbreidd, er X-stefnu vagn halla rúmsins lengri en flata rúmsins. Hagnýt mikilvægi notkunar þess í rennibekkjum er að hægt er að raða fleiri verkfærum.
Xinfa CNC verkfæri hafa einkenni góð gæði og lágt verð. Fyrir frekari upplýsingar, vinsamlegast farðu á:
CNC verkfæraframleiðendur - Kína CNC verkfæraverksmiðja og birgjar (xinfatools.com)
Skurður stífni samanburður
Þversniðsflatarmál CNC rennibekksins með halla rúminu er stærra en flata rúmsins með sömu forskrift, það er, það hefur sterkari beygju- og snúningsþol. Verkfæri CNC rennibekks með hallandi rúmi sker niður á við frá ská efst á vinnustykkinu. Skurkrafturinn er í grundvallaratriðum í samræmi við þyngdarstefnu vinnustykkisins, þannig að snældan gengur tiltölulega vel og er ólíklegri til að valda titringi í skurðinum. Hins vegar, þegar flatt rúm CNC rennibekkur er að skera, eru tólið og þyngdarstefnan í grundvallaratriðum í samræmi. Skurkrafturinn sem myndast af vinnustykkinu er í 90° miðað við þyngdarafl vinnuhlutans, sem getur auðveldlega valdið titringi.
Samanburður á vinnslu nákvæmni
Gírskrúfa CNC rennibekksins er kúluskrúfa með mikilli nákvæmni. Sendingarbilið á milli skrúfunnar og hnetunnar er mjög lítið, en það þýðir ekki að það sé ekkert bil. Svo lengi sem það er bil, þegar skrúfan hreyfist í eina átt, mun hún keyra í gagnstæða átt. Þegar unnið er mun bakslag óhjákvæmilega eiga sér stað, sem hefur áhrif á endurtekna staðsetningarnákvæmni CNC rennibekksins og hefur þar með áhrif á nákvæmni vinnslunnar.
Skipulag CNC rennibekksins með halla rúminu getur haft bein áhrif á úthreinsun kúluskrúfunnar í X átt. Þyngdarafl verkar beint á axial stefnu skrúfunnar, sem gerir bakslag við sendingu næstum núll. X-áttar blýskrúfa CNC rennibekks flatbeðs hefur ekki áhrif á axial þyngdarafl og ekki er hægt að útrýma bilinu beint. Þetta er eðlislægi nákvæmni kosturinn sem hönnunin færir hallandi rúminu CNC rennibekknum.
Samanburður á getu til að fjarlægja flís
Vegna þyngdaraflsins er hallandi rúmið CNC rennibekkur ekki viðkvæmt fyrir vinda verkfæri, sem stuðlar að flís fjarlægð; á sama tíma, ásamt miðskrúfunni og hlífðarplötunni fyrir stýribrautina, getur það komið í veg fyrir að flís safnist fyrir á skrúfunni og stýribrautinni. Slant bed CNC rennibekkir eru almennt búnir með sjálfvirkum flís færiböndum, sem geta sjálfkrafa fjarlægt flís og aukið árangursríkan vinnutíma starfsmanna. Uppbygging flata rúmsins gerir það erfitt að setja upp sjálfvirkt flísfæriband.
Sjálfvirkur framleiðslusamanburður
Fjölgun vélavéla og uppsetning sjálfvirkra spónafæribanda leggja í raun grunninn að sjálfvirkri framleiðslu. Ein manneskja sem sér um margar vélar hefur alltaf verið stefnan í þróun véla. CNC rennibekkurinn með hallandi rúmi er búinn fræsandi aflhaus, sjálfvirkri fóðrunarvél eða stýrivél, sjálfvirkri hleðslu, lýkur öllum flísskurðarferlum í einni klemmu, sjálfvirkri affermingu og sjálfvirkri flísaflutningi, og það verður sjálfvirkur CNC rennibekkur með einstaklega mikil vinnu skilvirkni. Uppbygging CNC rennibekkjara er í óhag í sjálfvirkri framleiðslu. Þrátt fyrir að hallandi rúm CNC rennibekkir séu fullkomnari en flat rúm CNC rennibekkir, er markaðshlutdeild þeirra langt á eftir. Flatbed CNC rennibekkir eru meira en 90% af markaðshlutdeild CNC rennibekkjar vegna auðveldrar framleiðslu þeirra og annarra kosta.
Pósttími: 16-nóv-2023


