Iðnaðarfréttir
-

Algengar (þráður) útreikningsformúlur fyrir CNC vinnslu, einfaldar og auðskiljanlegar
1. Útreikningsformúla fyrir þvermál innra gats þráðar útpressunar: Formúla: ytra þvermál tanna - 1/2 × tannhalli Dæmi 1: Formúla: M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0= 6-(1/2×1.0)=5.5mm Dæmi 2: Formúla: M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5...Lestu meira -

Nákvæmnikröfur fyrir hvert ferli CNC vinnslustöðvar
Nákvæmni er notuð til að tjá fínleika vinnsluhlutans. Það er sérstakt hugtak til að meta rúmfræðilegar færibreytur vélaðs yfirborðs. Það er einnig mikilvægur vísir til að mæla frammistöðu CNC vinnslustöðva. Almennt séð, vélar...Lestu meira -

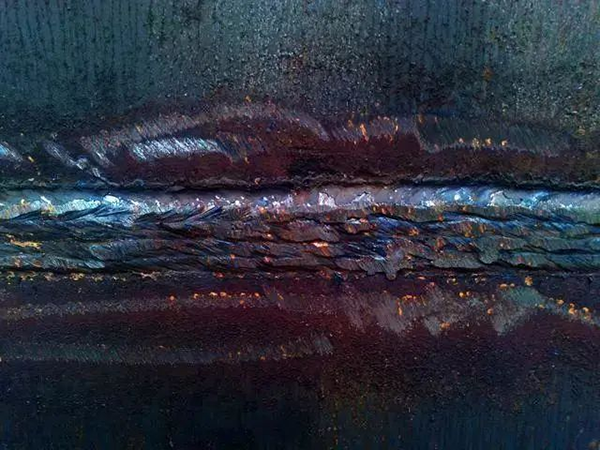
Hvernig á að suða mildt stál
Hvernig á að suða mildt stál? Lágt kolefnisstál inniheldur minna kolefni og hefur góða mýkt og hægt er að útbúa það í ýmiss konar samskeyti og íhluti. Í suðuferlinu er ekki auðvelt að framleiða har...Lestu meira -

Vandamál við að suða ólíkt stál
Ólíkir málmar vísa til málma úr mismunandi frumefnum (svo sem áli, kopar o.s.frv.) eða ákveðnum málmblöndur sem myndaðar eru úr sama grunnmálmi (eins og kolefnisstáli, ryðfríu stáli osfrv.) sem hafa verulegan mun á málmvinnslueiginleikum, svo sem eðlisfræðilegum eiginleikum. prope...Lestu meira -

Hvaða rafskaut er notað til að suða ryðfríu stáli
Suða er ferli þar sem efni vinnsluhlutanna sem á að sjóða (sömu eða mismunandi gerðir) eru sameinuð með upphitun eða þrýstingi eða hvoru tveggja, með eða án fylliefna, þannig að efni vinnsluhlutanna eru tengd á milli atóma og mynda varanlegt tengja...Lestu meira -
Ábendingar um suðuhorn og suðugallagreining
Nokkrir gallar við suðu 01. Undirskurður Ef breytur suðuferlisins eru rangt valnar eða aðgerðin er ekki staðlað, eru raufin eða dældirnar sem myndast meðfram grunnmálmnum við suðu kallaðar undirskurðir. Þegar þú byrjar fyrst að suða, vegna þess að þú...Lestu meira -

Suðuvinir mínir, þið verðið að muna eftir þessum hættum
Kæru suðuvinir, rafsuðuaðgerðirnar sem þú ert að taka þátt í geta falið í sér hættu á málmreyk, hættu á skaðlegum gasi og geislun frá bogaljósum meðan á vinnu stendur. Ég verð að upplýsa þig um hættuþætti og fyrirbyggjandi aðgerðir! Xinfa suðubúnaður hefur einkenni há...Lestu meira -

Samantekt á hagnýtri reynslu frá sérfræðingum í argonbogasuðu
Meginreglan um argonbogasuðu Argonbogasuðu er suðuaðferð sem notar óvirka gasið argon sem hlífðargas. Einkenni argonbogasuðu 1. Gæði suðunnar eru mikil. Þar sem argon er óvirkt gas og hvarfast ekki efnafræðilega við málminn, munu málmblöndurefnin ekki...Lestu meira -
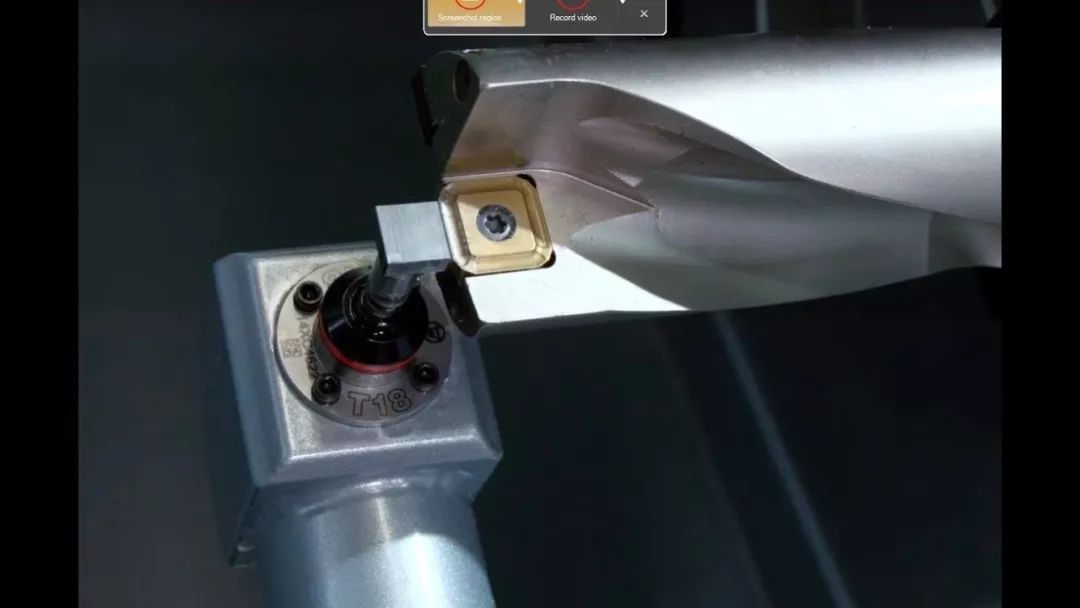
CNC rennibekkur rekstrarfærni og reynsla
Vegna mikilla nákvæmnikrafna fyrir unnar vörur eru atriði sem þarf að hafa í huga við forritun: Fyrst skaltu íhuga vinnsluröð hlutanna: 1. Bora fyrst göt og fletja síðan endann (þetta er til að koma í veg fyrir að efni rýrni við borun). ; 2. Gróft beygja ...Lestu meira -
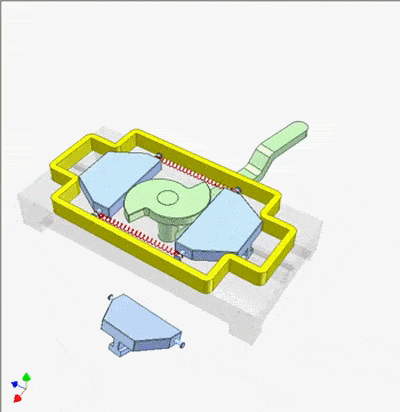
13 algengar hreyfimyndir með sjálfmiðju klemmubúnaði (2)
8.Sjálfmiðunarbúnaður átta V-laga blokkir (einn fastur, hinn hreyfanlegur) miðja gula vinnustykkið á lengdina. 9.Sjálfsmiðjubúnaður 9 Gula hlaupandi vinnustykkið er lengdarmiðju...Lestu meira -
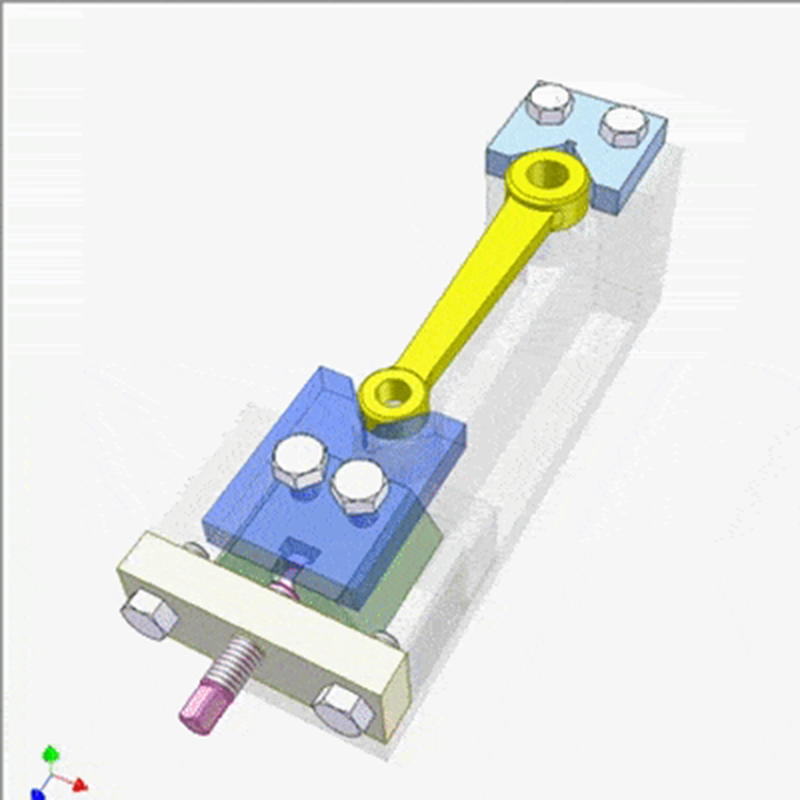
13 algengar hreyfimyndir með sjálfmiðju klemmubúnaði (1)
1. Sjálfmiðjandi festing 1 Græn tvöfaldur sérvitringur og tvær bláar fleygar miðja gula vinnustykkið til hliðar og langsums. 2. Sjálfmiðjandi festing 2 appelsínugular skrúfur með vinstri og hægri ...Lestu meira -

Hverjir eru þættirnir sem hafa áhrif á stöðugleika suðubogans
Xinfa suðubúnaður hefur einkenni hágæða og lágs verðs. Fyrir frekari upplýsingar, vinsamlegast farðu á: Welding & Cutting Manufacturers - China Welding & Cutting Factory & Suppliers (xinfatools.com) Þættirnir sem hafa áhrif á stöðugleika suðubogans eru aðallega f...Lestu meira


