CNC Tools fréttir
-
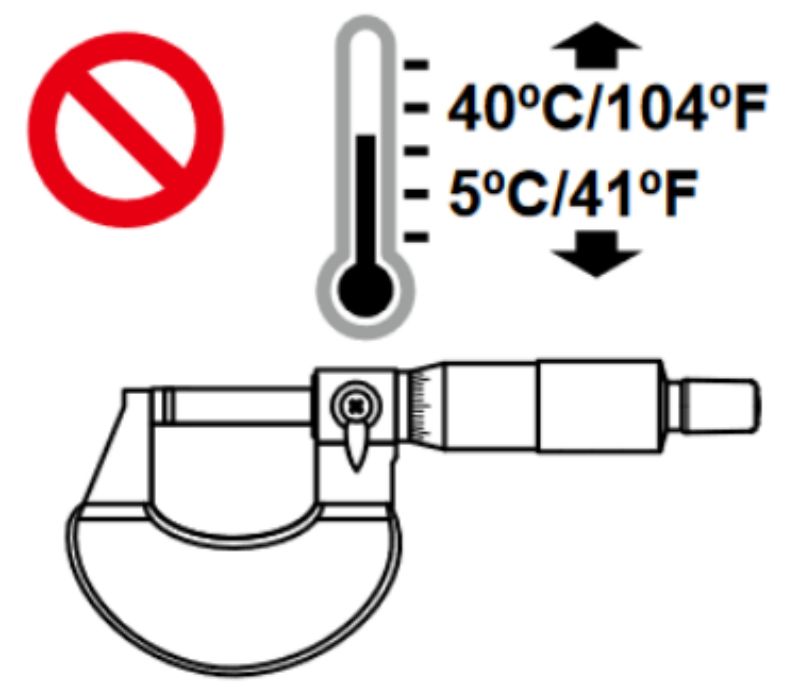
Mest bannorð notkun míkrómetra
Sem nákvæmnismælingartæki eru míkrómetrar (einnig þekktir sem spíralmíkrómetrar) mikið notaðir í nákvæmni vinnslu og eru vel þekktir af fólki í greininni. Í dag skulum við breyta horninu og skoða hvaða mistök við erum hrædd við að nota míkrómetra. Xinfa C...Lestu meira -
Vélarstýringarbrautir eru almennt skipt í þessa flokka, veistu það
Vélaframleiðendur gera sitt besta til að tryggja nákvæmni uppsetningar stýribrauta. Áður en stýrisbrautin er unnin hefur stýribrautin og vinnuhlutarnir verið aldnir til að koma í veg fyrir innra álag. Til að tryggja nákvæmni stýribrautarinnar og framhliðar...Lestu meira -
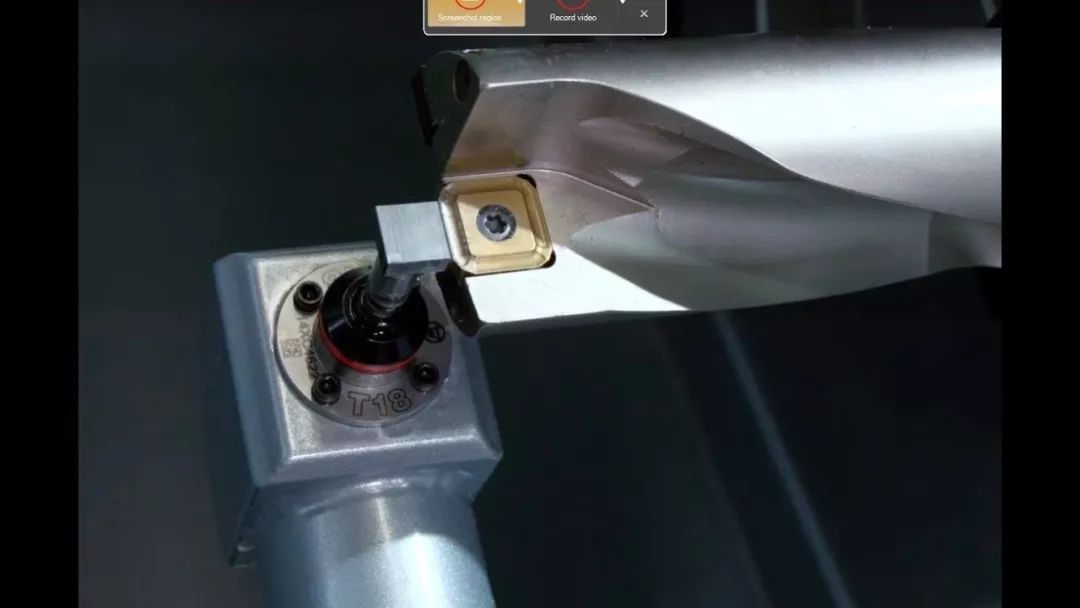
Borskref og aðferðir til að bæta nákvæmni í borun
Hvað er borun? Hvernig á að bora holu? Hvernig á að gera borun nákvæmari? Það er útskýrt mjög skýrt hér að neðan, við skulum skoða það. 1. Grunnhugtök borunar Almennt séð vísar borun til vinnsluaðferðar sem notar bor til að vinna göt á vörunni...Lestu meira -

Algengar (þráður) útreikningsformúlur fyrir CNC vinnslu, einfaldar og auðskiljanlegar
1. Útreikningsformúla fyrir þvermál innra gats þráðar útpressunar: Formúla: ytra þvermál tanna - 1/2 × tannhalli Dæmi 1: Formúla: M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0= 6-(1/2×1.0)=5.5mm Dæmi 2: Formúla: M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5...Lestu meira -

Nákvæmnikröfur fyrir hvert ferli CNC vinnslustöðvar
Nákvæmni er notuð til að tjá fínleika vinnsluhlutans. Það er sérstakt hugtak til að meta rúmfræðilegar færibreytur vélaðs yfirborðs. Það er einnig mikilvægur vísir til að mæla frammistöðu CNC vinnslustöðva. Almennt séð, vélar...Lestu meira -
CNC rennibekkur rekstrarfærni og reynsla
Vegna mikilla nákvæmnikrafna fyrir unnar vörur eru atriði sem þarf að hafa í huga við forritun: Fyrst skaltu íhuga vinnsluröð hlutanna: 1. Bora fyrst göt og fletja síðan endann (þetta er til að koma í veg fyrir að efni rýrni við borun). ; 2. Gróft beygja ...Lestu meira -
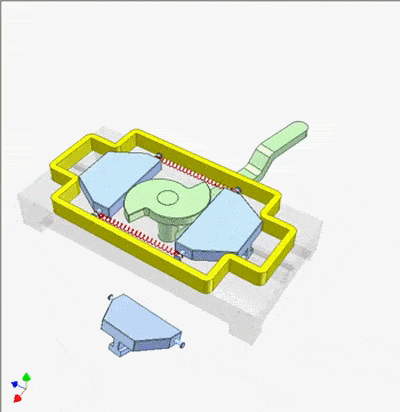
13 algengar hreyfimyndir með sjálfmiðju klemmubúnaði (2)
8.Sjálfmiðunarbúnaður átta V-laga blokkir (einn fastur, hinn hreyfanlegur) miðja gula vinnustykkið á lengdina. 9.Sjálfsmiðjubúnaður 9 Gula hlaupandi vinnustykkið er lengdarmiðju...Lestu meira -
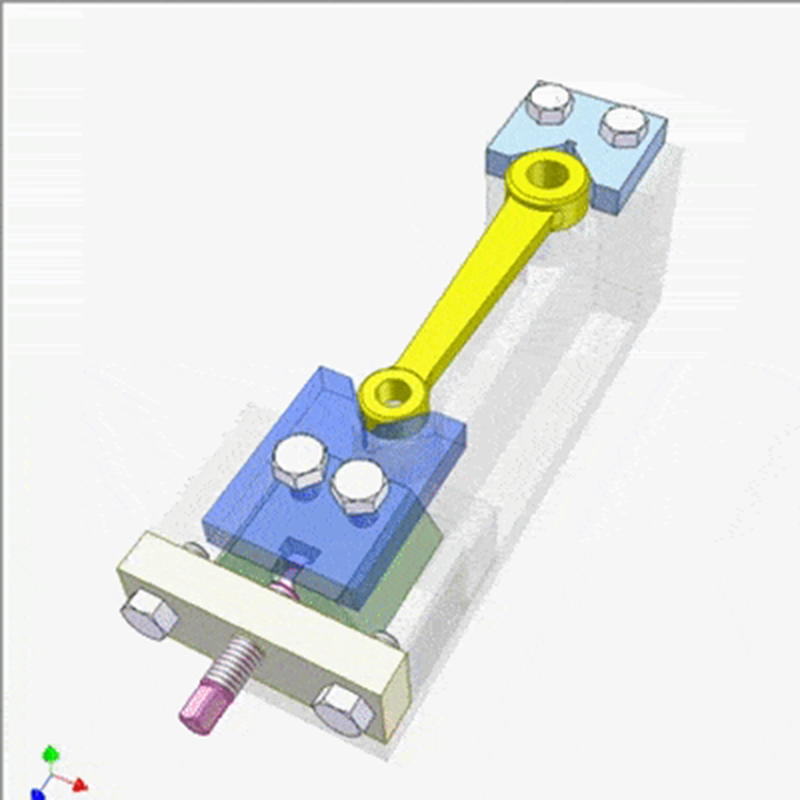
13 algengar hreyfimyndir með sjálfmiðju klemmubúnaði (1)
1. Sjálfmiðjandi festing 1 Græn tvöfaldur sérvitringur og tvær bláar fleygar miðja gula vinnustykkið til hliðar og langsums. 2. Sjálfmiðjandi festing 2 appelsínugular skrúfur með vinstri og hægri ...Lestu meira -

CNC vélar, venjubundið viðhald er líka mjög mikilvægt
Daglegt viðhald CNC véla krefst þess að viðhaldsfólk hafi ekki aðeins þekkingu á vélfræði, vinnslutækni og vökvafræði, heldur einnig þekkingu á rafeindatölvum, sjálfstýringu, drif- og mælitækni, svo að þeir geti skilið og náð fullum tökum á CN...Lestu meira -

Þó að burrarnir séu smáir er erfitt að fjarlægja þau! Við kynnum nokkra háþróaða afbrotsferla
Burrs eru alls staðar í málmvinnsluferlinu. Sama hversu háþróaður nákvæmnisbúnaður þú notar, hann mun fæðast saman við vöruna. Það er aðallega eins konar umfram járnþurrkur sem myndast við vinnslubrún efnisins sem á að vinna vegna plastaflögunar efnisins...Lestu meira -
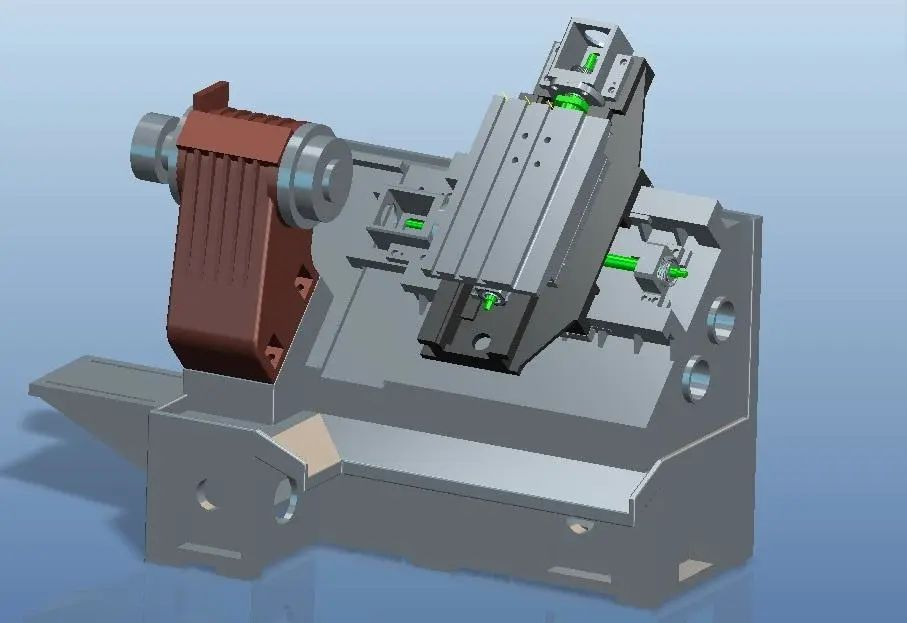
Kostir og gallar við vélar með hallandi rúmi og flatrúmi
Samanburður á skipulagi vélbúnaðar. Flugvél tveggja stýribrauta á CNC rennibekknum er samsíða jarðplaninu. Planið á tveimur stýrisbrautum CNC rennibekksins með hallandi rúmi skerast jarðplanið til að mynda hallað plan, með hornin 30°, 45°, 60° og 75°. Skoðað frá...Lestu meira -
Grunnþekking sem CNC fólk verður að ná tökum á er ekki hægt að kaupa fyrir peninga!
Fyrir núverandi efnahagslega CNC rennibekk í okkar landi eru venjulegir þriggja fasa ósamstilltir mótorar almennt notaðir til að ná skreflausri hraðabreytingu með tíðnibreytum. Ef það er engin vélrænni hraðaminnkun, er snúningsúttakstogið oft ófullnægjandi á lágum hraða. Ef skurðarálagið...Lestu meira


